

















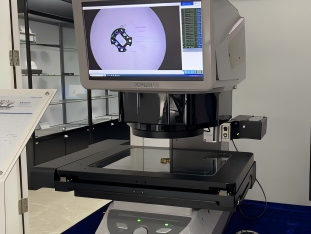
使用普密斯高精度图像测量仪检测精密金属件长宽尺寸,想要稳定达成微米级测量精度,必须严格把控工件预处理、装夹定位、光源适配、参数校准、环境管控全流程要点,规避反光、毛刺、偏移、光学畸变带来的系统性误差,保障五金冲压件、精密机械零件长宽检测数据精准一致、重复稳定。
一、工件前期清洁处理,杜绝轮廓干扰
金属件表面油污、粉尘、毛刺、镀层反光、加工残留杂质,会直接模糊边缘成像、干扰仪器亚像素轮廓识别,造成长宽取值偏差。
1. 测量前需彻底清理工件表面污渍与飞边毛刺,保持被测轮廓干净平整;
2. 针对镜面、高光电镀金属件,提前做好表面漫反射处理,避免强光过曝、边缘虚化,让工件边界清晰锐利,匹配普密斯AI精准寻边算法稳定抓取尺寸特征。
二、平稳规范摆放定位,防止形变偏移
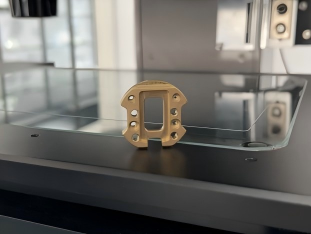
无需借助治具定位,将金属件平稳放置于测量台中心基准区域,确保工件全面贴合台面,无翘起、无倾斜、无悬空,杜绝摆放歪斜导致长宽投影失真、尺寸偏差。
摆放过程中轻拿轻放,避免用力触碰、挤压工件,防止金属件发生微小形变,影响测量精度。
普密斯双远心光学系统不受轻微物距变化影响,搭配规范摆放,可彻底消除接触式测量易出现的金属挤压形变误差,非接触式无损检测完美守护精密尺寸原貌,即便无治具辅助,也能实现稳定定位、精准测量。
三、智能匹配光源方案,优化金属成像效果
金属工件反光特性极强,需灵活切换普密斯程控环形光、同轴光、背光组合,搭配偏振滤光与HDR高动态成像技术,自动调节光照亮度与角度,压制金属镜面反光、提亮暗部细节,让直线边缘对比度均匀清晰。根据工件厚度、表面粗糙度自适应打光,避免过曝发黑、边缘模糊,从成像源头保障长度、宽度轮廓识别零偏差。
四、精准校准仪器参数,锁定微米级精度
开机先用标准量块完成坐标系与精度校准,根据金属件尺寸公差,合理切换0.16X大视野快速测量、0.7X高精度精细测量倍率;
规范设置对焦清晰度、边缘提取阈值、测量单位、采样精度,启用设备亚像素细分与AI边缘拟合算法,自动剔除毛刺异常点位。
固定统一测量程序与参数模板,多人操作、批量检测均可保持一致数据,杜绝人为设置差异造成长宽误差波动。
五、规范测量操作流程,一键输出可靠数据

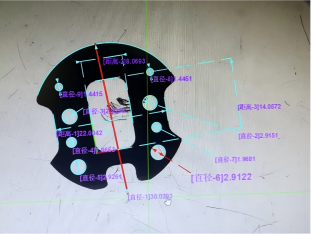
测量时沿工件真实边线多点拟合取值,不单点粗略测算;优先使用仪器一键自动测量模式,一次性完成长宽同步检测,快速导出标准化检测报表。
普密斯IMAGE3系列影像仪无需繁琐手动采点,自动对焦、自动寻边、自动算值,大幅降低人为操作误差,高效适配金属零件来料检验、工序巡检、出厂全尺寸质控,让精密长宽检测又快又准。
产品推荐
技术方案
MORE+您可能也对以下信息感兴趣

 咨询POMEAS
咨询POMEAS  价格垂询
价格垂询  申请演示/测试
申请演示/测试  免费试用
免费试用  精准选型
精准选型  电话:400-168-8336
电话:400-168-8336 传真:+ 86-0769-22660867
传真:+ 86-0769-22660867 邮箱:marketing@pomeas.com
邮箱:marketing@pomeas.com 公司地址
公司地址
生产中心:广东省东莞市东城区柏洲边社区涌尾路68号
营销中心:东莞市松山湖高新区中集智谷产业园15栋
苏州办事处:苏州市工业园区唯新路60号启迪时尚科技城40栋

微信二维码