

















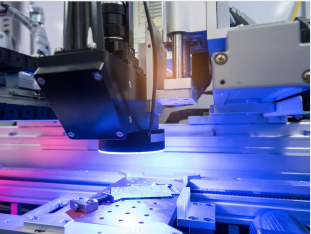
机器视觉检测技术利用工业相机、工业镜头和图像处理系统模拟人眼和大脑完成目标识别、跟踪和测量任务,具有自动化、客观性、非接触性和高精度等特点。在一些危险的工作环境或大批量工业生产以及高精度检测应用中,使用机器视觉检测技术代替人工视觉,可以大大提高生产效率和自动化程度,保质保量的完成生产任务。
机器视觉检测技术的应用
1、视觉引导和定位
视觉定位是机器视觉在工业领域最基本的应用,可以快速准确的找到被检产品并确认其位置。在半导体制造领域,芯片位置信息调整拾取头非常不好处理,机器视觉则能够解决这个问题,因为需要准确拾取芯片以及绑定,这也是视觉定位成为机器视觉工业领域最基本应用的原因。
2、外观缺陷检测
检测生产线上产品有无质量问题,该环节也是取代人工最多的环节。随着现代工业自动化的发展,机器视觉检测被广泛应用到各种各样的检查、测量和零件识别,例如新能源动力电池表面缺陷检测、电子元器件识别、磁性材料外观缺陷检测、产品包装上的条码和字符识别等,这类应用的共同特点是连续大批量生产、对外观质量的要求非常高。使用机器视觉检测技术可以提高合格产品的生产能力,在生产过程的早期就报废劣质产品,从而减少了浪费,节约成本。
3、高精度尺寸检测
在汽车零部件、手机零部件、PCB电路板等精密零件生产中,为了保证产品的质量,需要做好产品的尺寸匹配,这些零部件的精度要求较高,达到μm级,人眼无法检测必须使用机器完成。
4、图像识别应用
利用机器视觉技术对图像进行处理分析,以识别不同模式的目标和对象,可以达到数据的追溯。在电池、电路板、电子元器件、食品等生产中,厂家会将数据存储在二维码中,通过这种方式方便对产品进行管理和追溯。随着机器视觉图像识别应用变得越来越广泛,各种材质表面的条码变得非常容易被识别读取、检测,从而提高生产效率、降低生产成本。
产品推荐



技术方案
MORE+您可能也对以下信息感兴趣

12.5X连续变倍镜头 LZL-12107D15-M12

图像尺寸测量仪 IMAGE 3 系列

自动对焦视频显微镜MF系列

 咨询POMEAS
咨询POMEAS  价格垂询
价格垂询  申请演示/测试
申请演示/测试  免费试用
免费试用  精准选型
精准选型  电话:400-168-8336
电话:400-168-8336 传真:+ 86-0769-22660867
传真:+ 86-0769-22660867 邮箱:marketing@pomeas.com
邮箱:marketing@pomeas.com 公司地址
公司地址
生产中心:广东省东莞市东城区柏洲边社区涌尾路68号
营销中心:东莞市松山湖高新区中集智谷产业园15栋
苏州办事处:苏州市工业园区唯新路60号启迪时尚科技城40栋

微信二维码