


















随着自动化行业发展,机器视觉技术的应用已经十分广泛。例如在自动化制造行业中,用机器视觉测量、检测工件的各种尺寸参数,如长度测量、圆测量、角度测量、弧线测量、区域测量等,不但可以获取在线产品的尺寸参数,同时可对产品做出在线实时判定和分拣,应用十分普遍。
基于机器视觉技术的检测系统具有成本低、精度高、安装简易等优点。再加上功能强大的视觉软件,易于调整,灵活方便,且测量数据可存储,便于建立统计分析,便于快速发现问题,解决问题,是行业检测技术的不二之选。
但是在一些机器视觉检测项目中,很多客户遇到了检测精度的难题。例如:检测加工零件的外形尺寸、内外径,要求精度到10um。目前很多配置选择500万的相机,理论上是可以达到10um的精度的。可实际客户测试的精度远远达不到10um的要求,能做到30um就很不错了。其产生很大误差的主要原因有一下几点:
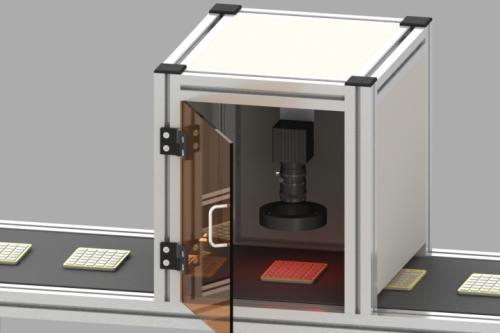
1、相机的选择:很多客户为了成本考虑选择CMOS相机,在拍摄物体的边缘时,其边缘轮廓的对比度较差,噪声也较大,给软件测量带来较大误差。通常建议使用CCD芯片相机。
2、镜头的选取有误:很多机械零部件有高低差,有较大的景深。普通镜头有视角因素,因此会看到检测零部件的内壁等等,软件处理时很难找到最真实、准确的边缘轮廓。
3、光源的选择:很多客户会选择普通的背光源。在检测精度不高时,背光源有价格的优势。在要求很高的前提下,背光源的原理是利用光线通过漫反射板产生均匀柔和的光,在某一点产生的光会向空间任意角度发散。那在检测圆形、柱形物体时,会在被测物体的边缘产生衍射现象。同时光源的亮度变化对图像中的亮暗也有较大的影响。
机器视觉检测系统的误差控制方法有哪些?
在机器视觉检测系统中,检测系统的误差通常包括:机械误差、标定误差和分析误差三部分。其中,机械误差是由系统机电执行部分硬件引入的,例如在一幅图像内可能无法完成对工件的测量,工件需要移动位置来采集多幅图像,这时,机电运动系统的运动精度将会对测量的精度产生很大的影响。
这一部分误差可以通过运动精度的大小计算出来,在多步运动过程中会产生累积,所以应尽量减少测量过程中的运动步数。在建立检测系统的过程中,要在实际检测条件的基础上合理分配系统的误差。主要方法有:
1、简化机电系统运动步骤,提高机电系统的硬件精度;
2、采用较高精度标定算法和标定模板;
3、提高图像质量,尽量采用较小的物像比。
机器视觉系统中影响图像质量的因素有哪些?
对于机器视觉系统来说,图像质量是直接影响最终图像处理结果的关键因素。特别是在自然光照条件下,图像质量随着光源条件的变化会有明显的不同。对诸如“增益”和“曝光时间”等摄像头设置作出相应调解可对不稳定的环境光情况作出补偿,从而提高图像质量。
影响图像质量的因素包括:
1、光照强度
2、光照方向
3、目标距离
4、焦距
5、采样率
6、曝光时间和增益
7、暗漏电流/
8、分辨率(像素数量)
为了保障图像质量,根据最终应用的情况和感应器与扫描对象的距离,光源可由单独的设备提供,也可以是摄像头透镜周边的一部分。如果光源在摄像头周边,那么摄像头可与光源一起移动。
而对于透镜的选择也有一定的要求,高质量透镜与感应器质量同等重要。摄像头是一种电子光学系统,需要光学元件和电子元件协作生成图像。图像模糊问题通常是由透镜选择不当造成的。最佳透镜尺寸和形状取决于焦距,不过对较小的对象距离来说,一般使用C、座透镜。如果摄像头需要在高反射环境条件下工作,那么最好选用抗反射膜透镜。整体摄像头的视野覆盖面取决于所需视野的区域、工作距离和透镜。
作为机器视觉系统的重要组成部分之一的图像处理的应用,相当于人的大脑对系统获取的图像,做出正确判断。是实现工业的智能化、自动化的核心部件,对于系统的处理分析能力有着重要作用。



技术方案
MORE+您可能也对以下信息感兴趣

手表表盘瑕疵及尺寸检测解决方案

电感电阻产品六面体的字符不良瑕疵识别和焊锡不良瑕疵检测项目难点

检测银行卡光亮面表面的划痕以及指纹

自动化视觉识别检测芯片上的字符瑕疵

 咨询POMEAS
咨询POMEAS  价格垂询
价格垂询  申请演示/测试
申请演示/测试  免费试用
免费试用  精准选型
精准选型  电话:400-168-8336
电话:400-168-8336 传真:+ 86-0769-22660867
传真:+ 86-0769-22660867 邮箱:marketing@pomeas.com
邮箱:marketing@pomeas.com 公司地址
公司地址
生产中心:广东省东莞市东城区柏洲边社区涌尾路68号
营销中心:东莞市松山湖高新区中集智谷产业园15栋
苏州办事处:苏州市工业园区唯新路60号启迪时尚科技城40栋

微信二维码