


















一、测量前的准备工作
1. 五金件定位固定:根据五金件的形状(如螺栓、螺母、冲压件等)选择适配的夹具,将工件固定在测量台的基准面上,避免测量过程中出现位移。对于小型精密五金件,可采用真空吸附或弹性夹具,防止工件表面损伤;大型五金件则需借助定位销、基准块实现精准定位。
2. 设备参数校准:启动仪器后,通过标准量块(如 0.01mm 精度的校准块)对测量系统进行校准,确保投影光源强度、传感器灵敏度、算法参数与测量需求匹配。同时检查镜头清洁度,避免灰尘影响投影成像效果。
3. 测量参数预设:根据五金件的测量需求(如长度、直径、角度、孔径、轮廓度等),在仪器控制系统中预设测量项目、精度要求(通常支持 ±0.001mm 级精度)及数据输出格式(如 Excel、PDF)。
二、核心测量流程:投影 - 成像 - 分析 - 计算
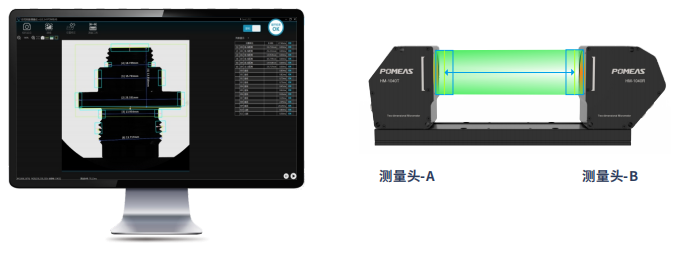
普密斯在线投影尺寸测量仪 HM 系列的测量过程核心围绕 “投影成像 + 算法分析” 展开,具体步骤如下:
1. 投影光源照射:仪器内置高亮度 LED 投影光源(部分型号支持多色光源切换),通过光学透镜将平行光投射至五金件表面。光源穿透或反射后,五金件的轮廓、边缘等几何特征被清晰投影到高分辨率 CCD 传感器上,形成与工件 1:1 或放大比例的二维图像。相较于传统投影测量,该系列采用的智能光源调节技术可根据五金件材质(如金属、塑料涂层)自动适配光强,避免反光或阴影导致的成像失真。
2. 图像采集与预处理:传感器将投影图像转化为数字信号,传输至仪器的图像处理系统。系统首先进行图像预处理,包括降噪(过滤环境光干扰)、增强对比度(突出工件边缘与背景的差异)、灰度校正(确保图像亮度均匀),为后续特征提取奠定基础。
3. 边缘与轮廓特征提取:基于预设的测量算法(如亚像素边缘检测算法、轮廓跟踪算法),系统自动识别图像中五金件的关键特征:
① 边缘特征:精准捕捉工件的直线边缘(如板材的侧边)、圆弧边缘(如螺栓的头部圆角)、拐点(如冲压件的折角),定位精度可达 0.1 像素;
② 轮廓特征:完整提取工件的外轮廓或内轮廓(如孔径的内壁轮廓),并去除毛刺、划痕等非目标特征的干扰(通过阈值设置实现)。
4. 尺寸参数计算与输出:根据提取的特征数据,系统结合预设的测量公式自动计算各类尺寸参数:
① 线性尺寸:如长度、宽度、厚度、孔径、间距等(通过两点间距离、平行线间距离等计算);
② 角度尺寸:如两平面的夹角、圆弧的圆心角等(通过向量夹角、轮廓拟合计算);
③ 形位公差:如直线度、圆度、平行度、同轴度等(通过轮廓拟合与基准比对计算)。
计算完成后,仪器实时显示测量结果(包括数值、偏差范围),支持自动存储数据、生成检测报告,还可对接生产线的 PLC 系统和SCARA机械手,实现不合格品的自动分拣。
三、五金件测量的适配优势
普密斯在线投影尺寸测量仪 HM 系列针对五金件的特性进行了专项优化,适配性更强:
- 兼容多种五金件类型:无论是小型精密五金件(如螺丝、垫片),还是复杂形状的冲压件、铸造件,均可通过调整投影倍率、夹具类型实现精准测量;
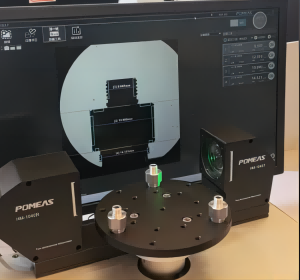
- 抗干扰能力强:采用封闭式测量光路 + 抗反光光源设计,有效应对五金件表面反光、纹理粗糙等问题,避免成像失真;
- 在线高效测量:测量速度快(单工件全尺寸测量仅需 0.5-2 秒),支持连续批量测量,适配生产线的高速检测需求,无需人工干预;
- 精度稳定可靠:采用高分辨率传感器(最高可达 500 万像素)+ 高精度算法,长期测量精度误差控制在 ±0.001mm 以内,满足五金件的精密制造要求。



技术方案
MORE+您可能也对以下信息感兴趣

在线图像测量仪HM-1040

在线图像测量仪HM-1065

在线图像测量仪HM-1120

 咨询POMEAS
咨询POMEAS  价格垂询
价格垂询  申请演示/测试
申请演示/测试  免费试用
免费试用  精准选型
精准选型  电话:400-168-8336
电话:400-168-8336 传真:+ 86-0769-22660867
传真:+ 86-0769-22660867 邮箱:marketing@pomeas.com
邮箱:marketing@pomeas.com 公司地址
公司地址
生产中心:广东省东莞市东城区柏洲边社区涌尾路68号
营销中心:东莞市松山湖高新区中集智谷产业园15栋
苏州办事处:苏州市工业园区唯新路60号启迪时尚科技城40栋

微信二维码